개요
2012년 3월부터 2017년 2월까지 수행된 “장기가동 원전재료 안전성 향상 신기술 개발” 대과제의 5세부과제인 “냉각계통 재료열화 완화 신기술 개발” 과제에서 성취한 주요 연구 성과를 요약하였다
원전 1차계통 냉각수 환경에서는 부식생성물의 부식용출 및 부식생성물의 피복관 부착에 의한 재료열화 손상, 방사선량 증가 및 이에 따른 원전 재료 손상, 기기/부품 조기교체, 가동 안전성을 위협하는 선행인자들을 효과적으로 제거하고 열화 속도를 완화하기 위하여 금속이온의 용출 및 재료표면에의 부착속도를 저감할 수 있는 혁신적 신기술을 개발할 필요가 있다. 본 과제의 1단계에서는 금속이온의 부식용출 및 부식생성물의 피복관 표면에의 부착완화 단위기술들을 성공적으로 개발하였다. 이를 기반으로 2단계에서는 단위기술을 조합한 다중기술을 적용하는 기술개발 전략을 통하여 완화 효과를 극대화하는 기술을 개발하고 완화 성능을 정량적으로 제시하였다.
금속이온 용출완화 표면개량기술 개발
금속이온의 용출은 방사선량 증가 및 핵연료 피복관에 부착하는 크러드의 소스가 되므로 이의 완화하기 위하여, 증기발생기 전열관의 표면개량기술을 개발하였다. 전해연마 기술을 이용해 1차계통에 노출되어 있는 Alloy 690 전열관 내면의 미세변형층 제거 및 표면 조도 향상 기술과 부식용출속도 정량화를 위한 2단계 디스케일 분석 기술을 확보하였다. 최적화된 전해연마 조건에서 표면 처리된 전열관은 부식용출 저항성이 2.4배 이상 향상될 수 있음을 확인하였다. Alloy 690TT 재료의 표면조도를 설계요구 조건인 0.5 ㎛ 이하를 기준으로 조절하여 1차계통 모사조건에서 부식용출 속도를 평가한 결과, 표면조도가 감소함에 따라 최대 70%까지 감소하였으며, 표면조도가 150 nm이하의 경우 비슷한 부식용출 저항성을 보였다. 용출완화 효과가 입증된 단위기술인 쇼트피닝과 전해연마를 다중 적용하는 복합공정을 평가한 바에 따르면, 쇼트피닝 처리 이후에 전해연마를 실시한 경우 Alloy 690 전열관 재료의 용출저항성이 4배 이상 향상되는 우수한 결과를 얻었다. 종합적으로 전열관 재료의 표면응력 제거와 미세한 표면조도 확보를 통하여 부식용출 속도를 완화할 수 있음을 제시하였다.
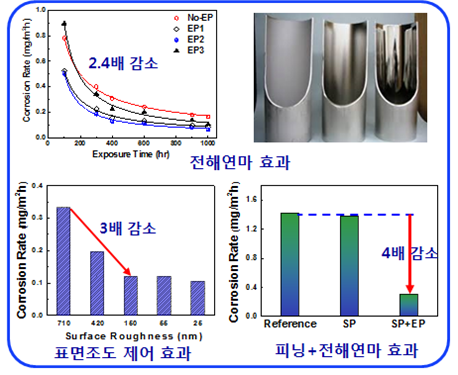
그림 1. 금속이온 용출완화 표면개량기술 주요 결과
용존 수소농도 최적화 기술
1차계통 냉각수 수소농도는 응력부식균열 완화 측면에서 운전범위가 결정되어 왔으나, 본 연구에서는 용출속도와 피복관 크러드 부착 측면에서 수소농도 효과를 평가하고, 최적 범위를 제시하고자 하였다. 다양한 용존수소 범위(5~100 cc/kg․H2O)의 원전 1차계통수 조건에서 Alloy 690 전열관에 대해 부식용출 시험을 수행하였다. 용존수소 농도가 증가할수록 부식용출 속도가 감소하고 산화막 형성이 억제되는 것을 관찰하였다. 용존수소 농도에 따른 재료의 부식전위를 계산하고, 시험조건에 맞는 Ni/NiO 상전이 선을 새롭게 작성하여 용존수소 농도가 부식용출 거동에 미치는 기구를 규명하였다. 한편 크러드 부착량은 용존 수소농도와 무관하게 일정한 값을 나타내었다. 따라서 EPRI가 제시하는 가이드라인의 높은 한계치 (50 cc/kg․H2O) 부근에서 운전하는 것이 크러드에 대한 우려없이 응력부식균열 및 부식용출 완화 측면에서 유리함을 이론 및 실험적으로 제시하였다.
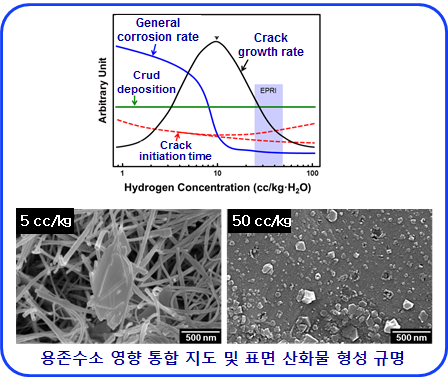
그림 2. 용존 수소농도 최적화 기술 주요 결과
피복관 부식생성물(크러드) 부착완화 기술
1차계통 원자로 내의 핵연료 피복관의 열수력적 조건 모사 장치를 이용하여, 미포화비등 조건에서 부식생성물 부착을 유도하였다. 핵연료 피복관 표면에 부식생성물 부착 실증을 위하여 Ni-EDTA와 Fe-EDTA를 금속이온 소스로 사용하여, 가동원전의 축방향 출력불균일 현상에서 보고된 부식생성물과 형태 및 조성이 유사한 다면체 니켈페라이트와 침상 니켈산화물의 부착을 성공적으로 재현하였다. 가동원전의 1차계통 내 Li과 B의 농도는 발전소 출력 및 계통 재료의 건전성 확보를 위해 pH를 6.9∼7.4의 범위에서 조절하고 있음. 따라서 이를 만족하는 범위의 pH 변화에 대해 미포화비등 조건에서의 핵연료 피복관 표면에 부식생성물 부착을 실증하여 부착속도를 측정하였다. 부식생성물 부착량은 pH 증가에 따라 감소하였으며, pHT 7.4에서 부착량은 pHT 6.9와 비교해 약 4배 감소하였다. 국내 가동원전의 용존수소 농도범위와 최근 해외 수화학 동향을 고려하여 5∼70 cc/kg·H2O의 범위에서 용존수소 농도를 조절하여, SNB 조건에서의 핵연료피복관 표면의 부식생성물 부착속도를 평가하였다. 이때, Ni/NiO 열역학적 상 안정성에 의해서 25 cc/kg·H2O 이하의 수소 농도에서는 침상의 니켈산화물(NiO)이 생성되었으나, 35 cc/kg·H2O 이상의 조건에서는 니켈페라이트 다면체만이 형성되었고, 부착속도는 수소농도에 무관하였다. 피복관-냉각재 반응을 완화시키기 위해 ZrO2와 열물리적 특성이 유사하고, 중성자 흡수도가 작은 Al2O3를 원자층 증착법 (Atomic layer deposition)을 이용하여 ZIRLOTM 피복관에 20 nm 두께로 코팅하였다. Al2O3층이 코팅된 피복관의 크러드 부착량은 코팅되지 않은 피복관과 비교하여 25% 감소하였으며, 이는 냉각재 중의 부식생성물과 표면과의 제타전위차 증가로 인한 피복관-냉각재 반응도 감소에 의한 것으로 판단된다.
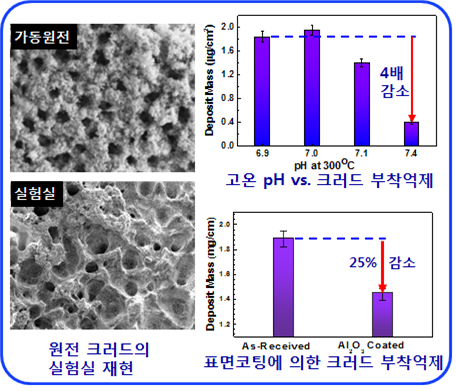
그림 3. 핵연료 피복관 크러드 부착완화기술 주요 결과
전열관 덴팅 손상 원천방지 기술
증기발생기 튜브시트 직상단에서의 전열관 덴팅 손상은 전열관에 응력부식균열을 유발하는 선행 요인이므로 이에 대한 방지기술이 필요하다. 본 연구에서는 튜브시트 2차측 표면을 Alloy 690 재료로 클래딩하는 신기술을 세계 최초로 개발하였으며, 튜브시트가 마그네타이트로 덮여있는 가혹한 염기성 환경 및 산성 환경에서 Alloy 690 클래딩은 모재에 비하여 30~680배의 혁신적 부식억제 성능을 나타내어, 덴팅을 매우 효과적으로 방지할 수 있음을 확인하였다. 튜브시트 2차측 표면을 Alloy 690 재료로 클래딩하는 신기술을 증기발생기 제작 시 현장 적용하는데 기술적 제한이 없음을 입증하였다. 또한 신기술을 적용한 실제 전열관 확관부 모의시편을 이용한 시험을 통하여 덴팅의 원천 방지가 가능함을 입증하였다. 이 기술을 구현하기 위하여 튜브시트 2차측 표면에 Alloy 52/152 합금을 SAW(sub-merged arc welding) 기법을 이용하여 8∼9 mm 두께로 클래딩하는 기술을 제시하였다. 이 기술은 전 세계 5개국에 특허 출원등록을 완료하였다.
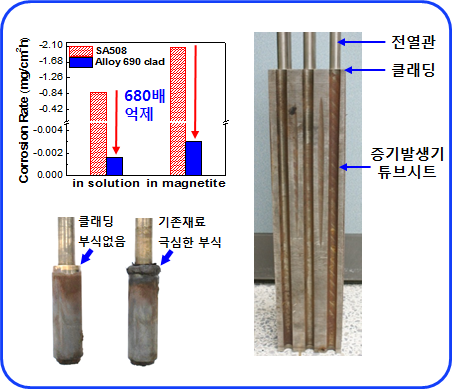
그림 4. 전열관 덴팅 손상 원천 방지기술 주요 결과