기술의 개념
전열관의 덴팅 손상은 2차계통 냉각수가 접촉하는 관판 재료의 부식으로 발생한다[1]. 관판재료의 부식은 전열관의 확관부 틈새에서 가속된다. 관판재료 틈새 부식을 제어하는 최적의 방법은 틈새를 제거하는 방법과 틈새에서 관판재료의 부식을 방지하는 방법으로 대별할 수 있다. 여기서 전열관 확관 천이부의 틈새를 제거하는 방법 또는 틈새 없이 확관하는 방법은 불가능하다. 그러나 관판재료의 부식을 방지하는 방법은 개발이 가능하다. 본 연구에서는 관판 하단의 1차계통 냉각수 접촉면에 Alloy 690을 cladding 처리하여 증기발생기를 제작하고 있음에 착안하였다. 즉, 2차계통 냉각수가 접촉하는 관판 상단에 스텐인리스강, Alloy 600, Alloy 690 등의 재질로 클래딩(cladding)한 다음 전열관 고정용 구멍을 가공하는 것이다. 현재 관판 하단의 1차 계통수가 접촉하는 부분은 Alloy 690으로 클래딩 처리하고 있으므로[2] 클래딩을 적용하는 기술적인 문제는 없는 것으로 판단된다.
타당성 평가 시험
신기술 개발 개념의 타당성을 평가하기 위하여 전열관 재료인 Alloy 690과 관판재료의 하나인 SA508Cl.3 재료를 대상으로 pH 변화에 따른 전기화학적 부식속도 비교 측정시험을 수행하였다. 산성, 중성, 염기성 전체 범위에 대한 부식속도 자료를 얻기 위하여 시험 용액의 pH는 2, 7, 12를 선정하였다.
그림 1은 pH 변화에 따른 두 재료의 부식속도 곡선을 나타낸 것이다. Alloy 690을 cladding 처리한 관판재료 부식속도는 기존 관판재료에 비하여 pH 2에서 1/145, pH 7에서 1/18, pH 12에서 1/16로 감소하는 것으로 측정되었다. 또한 모든 pH 범위에서 Alloy 690 재료의 부식전위가 높고 음극분극 곡선이 SA508Cl.3의 양극분극 곡선과 교차하여 나타나고 있다. 이로부터 기존 관판재료가 전열관 확관부에서 전열관 재료인 Alloy 690과 접촉하면서 갈바닉 효과에 의한 부식가속이 일어남을 알 수 있다.
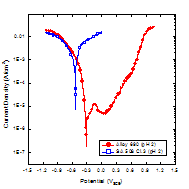
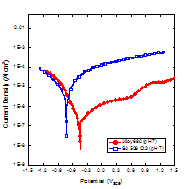
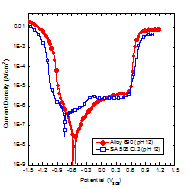
그림 1. Polarization curves of Alloy 690 and SA508Cl.3 at pH 2, 7 and 12.
이상의 결과는 기존 관판재료 상단에 Alloy 690을 cladding 할 경우 모든 pH 범위에서 획기적인 부식속도 감소 효과를 달성할 수 있음을 의미한다. Cladding 두께는 전열관 확관부 틈새 깊이 허용치 1/4“(6.35 mm)를 고려하여[2] 약 7 mm가 적절할 것으로 판단된다. 따라서 틈새환경에 노출된 부분은 전열관과 동일한 재질이 되므로 틈새 내부에서의 불순물 농축에 의한 관판재료 부식가속 현상도 방지할 수 있다. 또한 cladding 재료가 전열관과 동일 재료이므로 갈바닉 부식가속 현상도 원천 제거할 수 있게 된다.
향후 연구 계획
본 연구에서는 이러한 신기술 개발 개념과 타당성 시험결과를 바탕으로 dent-free 관판재료 기술을 개발하고 실증시험을 통하여 그 효과를 정량적으로 제시하고 한다. 아울러 클래딩 적용 시 구조건전성을 평가하고 최적의 적용조건을 도출하고자 한다. 이와 병행하여 핵심기술에 대한 국내특허 출원을 진행 중이며, 해외특허 출원도 2012년에 완료할 계획이다.
참고문헌
- Steam generator reference book, J. Paine edited, EPRI Report, TR-103824, Vol.1/3, 1994, pp.8-1.
- Assessment and management of ageing of major nuclear power plant components important to safety: steam generators, IAEA, IAEA-TECDOC-981, 1997.