기술내용
숏 피닝 처리 기술은 세라믹 또는 금속 성분 등으로 제조된 구형입자(숏 볼 또는 피닝 볼이라고도 함)를 금속 표면에 충돌시킴으로써 소성변형층을 형성시켜서 금속 표면 특성을 변화시키는 기술이다. 소형 입자가 금속표면에 충돌하게 되면 충돌부위에 변형이 생기고 그 강도가 일정 에너지를 넘게 되면 변형이 회복되지 않는 소성변형이 일어나게 된다. 이 변형층과 충돌 영향을 받지 않는 금속 내부와 힘의 균형을 맞추기 위해 표면에는 압축잔류응력이 생성되고, 변형층 바로 아래에는 인장잔류응력이 생성되어 전체적으로는 평형상태가 된다. 숏 피닝 처리는 금속 재질의 피로수명과 표면 강도를 높이는 효과가 있으며, 용접 부위에 발생하는 인장잔류응력을 완화시키는 기술로 많이 활용되고 있다. 일반적으로 숏 피닝에 의한 표면처리를 통해 금속의 산화 특성도 좋아지는 것으로 알려져 있는데 이는 금속 표면에 형성된 압축잔류응력이 금속성분의 용출을 억제하여 금속표면에서 외부매질과 반응이 감소함으로써 이러한 효과를 얻을 수 있다.
숏 피닝기는 압축공기로 소형입자(피닝볼)를 분사시켜 가공물에 부딪치게 하는 장비이다. 숏 피닝기의 원리는 다음과 같다. Peening gun에서 피닝볼을 가공물에 분사한 후 dust collector에서 이를 수집하며 cyclone을 거치면서 원심분리 방식으로 정상 피닝볼은 cyclone hopper에 모여 다시 분사하는데 쓰이고 파괴된 피닝볼은 분진으로 분류되어 dust collector에서 포집되어 배출되게 된다. 이러한 순환 작업이 이루어지기 위해 숏 피닝기는 blast chamber, cyclone tank, blast unit tank, dust collector, control panel, hopper, air control system으로 구성된다. Blast chamber는 가공물의 표면처리를 하는 작업 공간 으로 숏 피닝과 air blowing 작업을 할 수 있도록 blast gun과 air gun이 설치되어 있으며 피닝볼이 외부로 새어나오지 않도록 작업 중에는 완전히 밀폐되어 전면에 설치된 투명창과 working glove를 이용하여 숏 피닝 작업을 수행한다.
숏 피닝 강도 측정 방법
금속 시편에 대한 숏 피닝 강도(intensity of peening)를 측정하기 위해 Almen gauge와 Almen strip을 사용한다. 그림1과 같이 알멘 스트립을 받침대에 고정하여 시편을 숏 피닝 가공하는 조건과 같은 상태로 알멘스트립에 숏 피닝을 실시한다. 알멘 스트립에 피닝 입자가 부딪히면 입자 속도와 압력에 따라 표면에 압축잔류응력이 발생하여 판재 중앙부분이 피닝 입자의 입사 방향으로 휘게 된다. 이러한 휘어짐을 Almen gauge로 측정하여 숏 피닝 강도를 결정한다. 알멘 스트립은 길이 3 인치, 폭 0.75 인치 크기이며, 두께에 따라 세 가지 타입으로 나누어져 용도를 달리 사용하고 있다.
- N type : 0.031“ - for low intensity
- A type : 0.051“ - for average intensity
- C type : 0.0938“ - for high intensity
숏 피닝 강도는 시간과 입사입자의 크기와 질량, 입사 거리, 각도, 속도 등 많은 요인들에 의해 결정된다. Almen strip은 이러한 숏 피닝에 의한 굽힘 정도인 arc hight로 표시할 수 있으므로 여러 가지 숏 피닝 조건을 단일한 인자로 비교할 수 있다. Almen strip의 arc hight를 피닝 시간에 따라 그래프로 그려보면 arc hight가 더 이상 시간에 따라 거의 증가 하지 않는 saturation point가 발생하며 arc hight가 10% 증가하는데 걸리는 시간이 2배 걸리는 지점을 각각 T와 2T로 표시되며 T시간일 때의 arc hight를 포화강도(saturation intensity)라고 한다.

그림 1. 숏 피닝기(model MPTB-01)와 알멘 게이지
적용분야
- 금속 표면 내식성 향상
- 금속 표면의 기계적 강도 및 조도 향상
- 부식산화물, 유기물 등 이물질 제거를 통한 금속 표면 개선
- 베어링, 스프링 등 부품의 내마모, 고강성, 피로수명 향상
적용사례
- 전열관 표면 금속용출 저감 - 원전 1차측 수화학 환경을 모사한 조건에서 500시간 동안 용출 시험 후 무게감량을 측정한 결과 숏 피닝 가공 조건에 따라 용출 저항성이 최대 1.5배 정도 향상됨.
- 증기발생기 확관 부위 결함발생 억제 - 증기발생기의 전열관 확관 부위(확관 천이영역) 에 기계적인 숏 피닝 처리를 통해 압축잔류응력을 부가하여 증기발생기 전열관의 결함발생 가능성을 줄이고 기존 결함의 진행을 억제함.
- 배관 용접 부위 잔류응력 해소 – 용접부위에서 열적 팽창으로 인한 인장잔류응력이 발생하여 균열 손상이 일어날 가능성이 높음. 인장잔류응력이 높은 부분에 숏 피닝 가공으로 압축잔류응력을 주어 응력을 해소함.
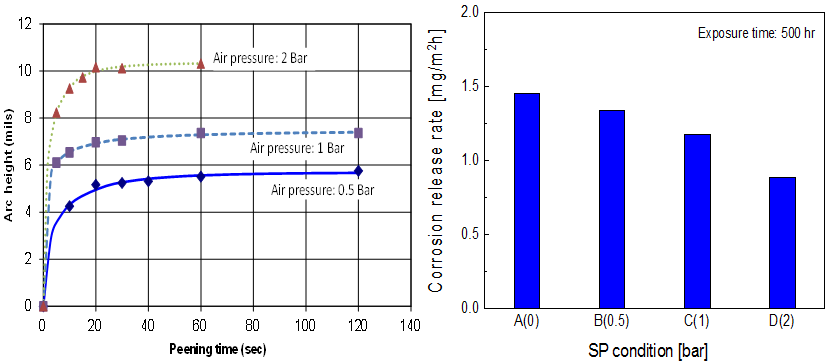
그림 2. 숏 피닝 강도에 따른 금속이온 용출 변화 결과