국외 기술 현황
미래 원자력 후보 소재인 나노입자 제어형 소재(ODS 소재), Ni기 초합금 및 SiC, Ta 등 고융점/초내식 소재의 경우, 미래 원자력 핵심부품 제작을 위하여 기존의 용융접합(용접) 기술의 적용이 어려워, 미국, 유럽, 일본 등을 중심으로 마찰접합, TLP (transient liquid phase) 접합, 폭발접합 등 주로 고상접합 기술에 대한 연구가 활발히 이루어지고 있으나, 접합부 건전성 확보를 위한 기술적 난이도가 매우 높아 아직 신뢰할 만한 접합 기술이 확보되지 않고 있다. 특히, 미래 원자력 핵연료 피복관 후보소재인 ODS 소재의 접합 연구는 2000대부터 미국, 유럽, 일본을 중심으로 기존의 용융용접(TIG, Laser 용접 등) 및 고상접합(확산접합, 마찰접합, TLP 등) 방법을 적용하고자 하는 기초연구가 활발히 진행되고 있으나 산화물의 조대화 및 불균일 분포로 인하여 접합부의 접합강도 및 크리프 특성이 저해되는 문제점을 야기하고 있다. 미국 및 캐나다의 경우, 주로 대학을 중심으로 TLP 접합에 중점을 두어 ODS 소재의 고상접합 연구가 수행되고 있으며, 최근에는 ORNL에서 ODS 소재 열교환기 제작을 위한 마찰교반접합에 대한 공정 적용 연구를 시작하였으나 기초 연구 수준에 머물고 있다. 유럽의 경우에는 대학뿐 아니라 연구소, 산업체에서 ODS 소재의 고상접합에 대한 연구가 활발히 수행되고 있으며, 주로 확산접합에 중점을 두어 아래 그림과 같이 ODS 이종소재를 이용한 부품 접합 기초 연구를 진행하였으나 접합부 건전성은 확보하지 못 함. 최근에는 마찰교반접합에 대한 연구가 시작되어 ODS 소재에 대한 공정 적용 가능성을 평가하고 있다.
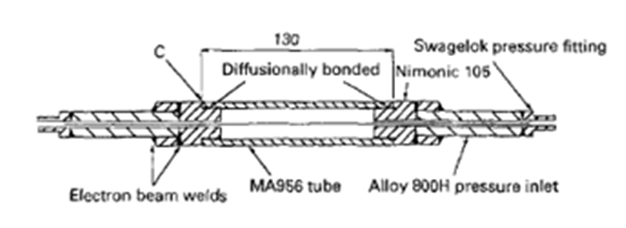
그림 1. 유럽에서 수행된 ODS 이종소재를 이용한 튜브-헤더 접합
일본의 경우, 대학에서는 ODS 소재에 대한 소규모의 고상접합 연구만 진행되고 있는 반면, JAEA에서는 ODS 소재 개발 프로젝트에서 접합에 대한 연구를 중점적으로 진행하고 있다. 그 결과 JAEA에서는 고속로용 ODS 소재 클래딩튜브와 봉단마개를 접합하기 위하여 고상접합 방법의 하나인 가압저항용접에 대한 적용연구를 2000년 초반부터 추진하여 아래 그림과 같이 시제품을 제작하여 노내 성능 검증을 추진하고 있으나 접합부의 장기안정성은 확보하지 못한 상황이다.
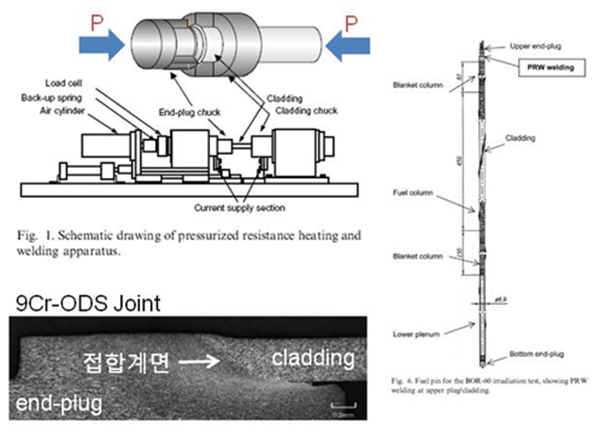
그림 2. 일본 JAEA의 ODS 소재 부품 접합 연구(봉단마개-튜브)
미래 원자력 초고온용 열교환기의 후보소재인 Ni기 초합금의 경우에는 미국과 유럽을 중심으로 상용 소재(Alloy 617, Haynes 230 등)에 대한 용접성 평가가 활발히 진행하고 있으나 실제 열교환기 제작을 위한 고상접합에 대한 연구는 최근에야 시작되어 기초 연구만이 수행되었다. 미국에서는 고상접합보다는 상용 소재에 대한 용접성 평가 연구를 주로 수행하여, DOE에서는 Alloy 617과 FM강과의 이종용접을 성공적으로 수행함. 또한 ORNL에서는 접합부 미세조직과 용접구조물의 건전성 평가 연구에 중점을 두고 있으며 INL에서는 용접부의 강도 및 자동화 공정 연구를 진행하고 있음. 그러나 Ni기 초합금을 이용한 부품 제작을 위한 고상접합 연구는 추진되고 있지 않다. 유럽에서는 프랑스 CEA에서 Ni기 초합금에 대한 접합 연구를 활발히 추진하여 Alloy 617과 Haynes 230 상용 소재에 대한 후판 용접성을 확보하였으며 최근에는 아래 그림과 같이 열교환기 부품 제작을 위한 고상확산접합에 대한 공정 연구를 시작하였다.
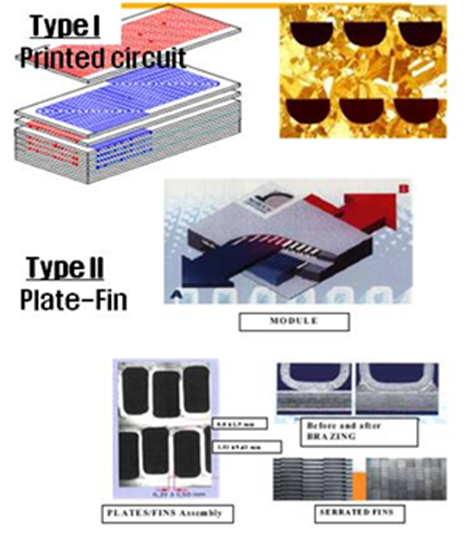
그림 3. 프랑스 CEA의 Ni기 초합금을 이용한 열교환기 접합 연구
국내기술 현황
미래 원자력 후보 소재인 ODS 소재, Ni기 초합금 및 SiC, Ta 등 고융점/초내식 소재의 접합에 대한 국내 연구는 외국과 비교하여 미비한 수준이다. ODS 소재의 경우 마찰접합 및 TLP 접합에 대한 기초 연구가 1990년대 울산대학교와 부산대학교에서 일부 수행되었다. 최근 한국원자력연구원의 VHTR 시스템 연구분야에서 아래 그림과 같이 상용 Ni기 초합금(Hastelloy-X)을 이용한 열교환기 접합 연구가 진행되고 있다.
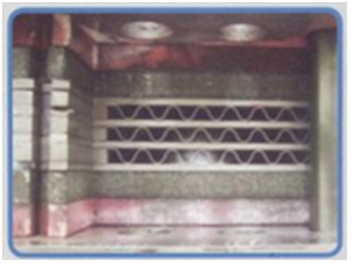
그림 4. 한국원자력연구원의 Ni 초합금 열교환기 실형상 접합물
미래 원자력 핵심소재에 대한 국내의 접합 연구는 미미하지만 한국원자력연구원에서는 아래 그림과 같이 상용원전 핵심부품(열교환기)의 고상접합 기술을 성공적으로 개발한 경험이 있다.

그림 5. 한국원자력연구원의 상용원전 열교환기 실형상 접합물
현재까지 추진된 ODS 소재에 대한 접합 공정별 연구 현황과 그에 대한 해결과제를 정리하면 다음과 같다.
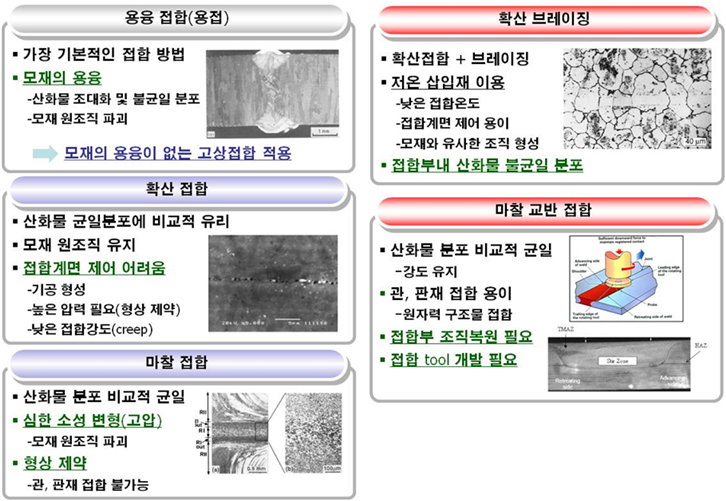
그림 6. ODS 소재 접합의 세부 연구 현황
용융용접
용융용접은 가장 기본적인 금속소재 접합 방법으로 원전 구조물 제작에 널리 적용되고 있는 접합 공정이다. 따라서 ODS 소재의 용융용접에 대한 연구도 1990년대부터 진행되고 있다. 그러나 ODS 소재는 금속기지에 산화물 입자가 기계적 합금화 방법으로 분산되어 있기 때문에 용융접합 중에 발생하는 모재의 용융으로 입자의 뭉침(agglomeration) 및 성장(조대화)으로 입자분산 상태가 크게 훼손되게 된다. 또한 모재의 용융 및 응고로 인하여 모재의 원조직이 파괴되는 현상을 나타내게 되며, 이러한 이유들로 인하여 접합부의 물성을 크게 저하시키는 문제점을 나타내고 있다. 예를 들어 TIG (tungsten inert gas welding) 용접 공정으로 접합된 ODS 소재의 경우 모재 대비 고온강도가 60~80% 감소하는 결과를 나타내고 있으며, 입자 뭉침을 방지하기 위하여 고밀도 에너지원(레이저 및 전자빔)을 용접열원으로 사용하는 경우에도 그림 7과 같이 모재의 조직파괴, 입자 조대화 및 분균일 분포 현상을 완전히 해결할 수 없다[J. Mater. Sci., 27 (1992) p.2687]. 따라서 최근에는 이러한 모재의 용융으로 발생하는 문제점을 해결하거나 최소화하기 위하여 모재의 용융이 발생하지 않는 고상접합 공정을 ODS 소재에 적용하고자 하는 연구가 활발히 진행되고 있다.
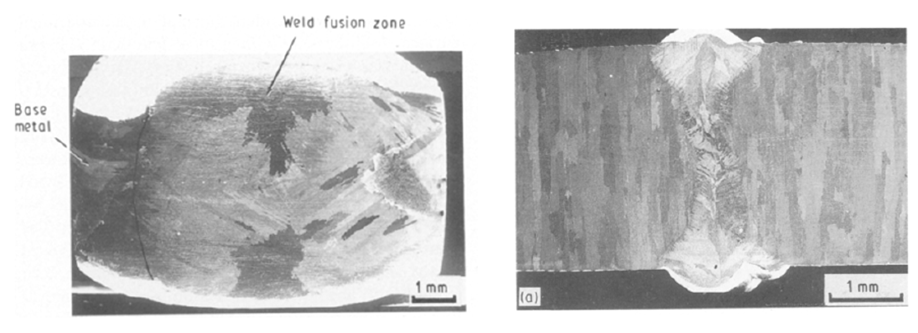
그림 7. 용융용접 공정으로 접합된 ODS 소재의 접합부 조직 (좌 : TIG, 우 : 레이저용접).
고상접합 공정
ODS 소재의 접합을 위하여 고려되고 있는 고상접합 공정 중에 가장 많은 연구가 진행된 공정은 확산접합과 마찰접합 공정이다. 확산접합 공정의 경우에는 그림 8(a)에서 보는 것과 같이 강화입자의 뭉침 현상이 크게 감소하고 모재의 원조직이 그대로 유지되어 최근 들어서는 이 공정을 이용한 부품 제조 연구도 일부 진행되고 있다. 그러나 확산접합 공정의 경우에는 그림 8(b)와 같이 접합계면을 제어하기 어려워 접합계면에서 기공이 형성되고, 이로 인하여 접합강도가 낮아지는 문제점을 나타내고 있다[Metall. Mater. Trans., 38A (2007) p.1663][J. Mater. Sci., 22 (2003) p.1693]. 또한 확산접합을 적용하기 위해서는 아주 높은 압력을 가해야 하기 때문에 제품의 형상 및 크기에 제약을 나타내고 있다.
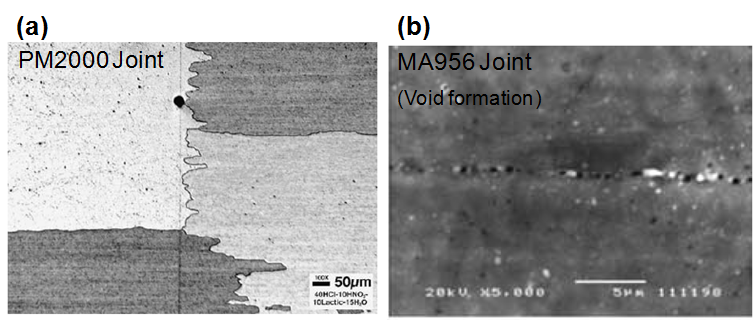
그림 8. 확산접합으로 접합된 ODS 소재의 접합부 조직.
위와 같은 확산접합 공정의 단점을 극복하기 위하여 최근에는 확산접합과 브레이징접합 공정을 조합한 TLP 접합공정에 대한 연구가 시작되고 있다. 그림 9에서 보는 것과 같이 TLP 접합공정은 두 모재 사이에 적합한 조성의 삽입재를 위치시키고 삽입재의 융점 이상으로 가열하여 모재는 용융되지 않고 삽입재만 용융시켜 모재와의 확산을 유도하여 접합하는 공정이다. 이 공정은 삽입재를 이용하기 때문에 접합부의 기공 발생 가능성이 확산접합에 비하여 적을 뿐 아니라 기존 브레이징 공정과 비교하여 모재와의 활발한 확산 반응을 유도하기 때문에 높은 접합강도를 가진 접합부를 형성시킬 수 있다. 이러한 이유로 최근 들어, 그림 10과 같이 Fe계 ODS 소재에 대하여 Fe-Si-B 삽입재를 이용한 TLP 접합에 대한 연구가 활발히 진행되고 있으나 삽입재 부분의 강화입자의 불균일분포 등의 문제점을 아직까지 해결하지 못 하고 있는 실정이다[J. Mater. Sci., 42 (2007) p.9187].
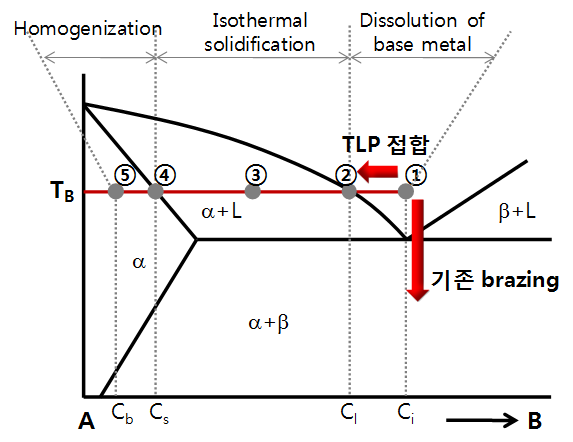
그림 9. TLP 접합 공정의 원리.
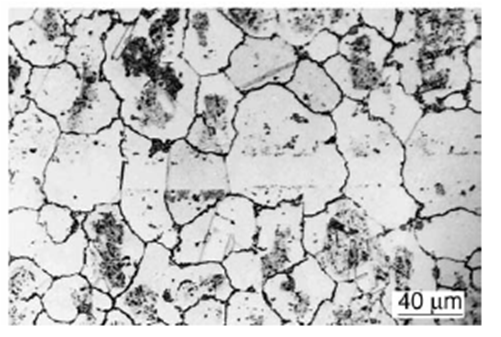
그림 10. TLP 접합 공정으로 접합된 Fe계 ODS 소재.
마찰접합 공정은 두개의 모재를 맞대고 압력을 가하면서 반대방향으로 고속으로 회전시켜 모재의 소성유동을 일으켜 접합을 하는 공정이다. 이 공정은 그림 11과 같이 강화입자의 분산을 비교적 균일하게 유지할 수 있어 ODS 소재의 고상접합 공정으로 큰 가능성을 인정받고 있으며 그에 대한 연구가 활발히 진행되고 있다[J. Nucl. Mater., 367-370 (2007) p.1213]. 그러나 마찰접합 공정은 마찰 공정 상의 제약으로 접합할 수 있는 시편의 형상이 작은 봉상이나 실린더형에 한정될 뿐 아니라 원전 구조물에서 많이 존재하는 판 형태의 제품 접합에는 적용할 수 없어 실제 공정 적용에 제약을 나타내고 있다.
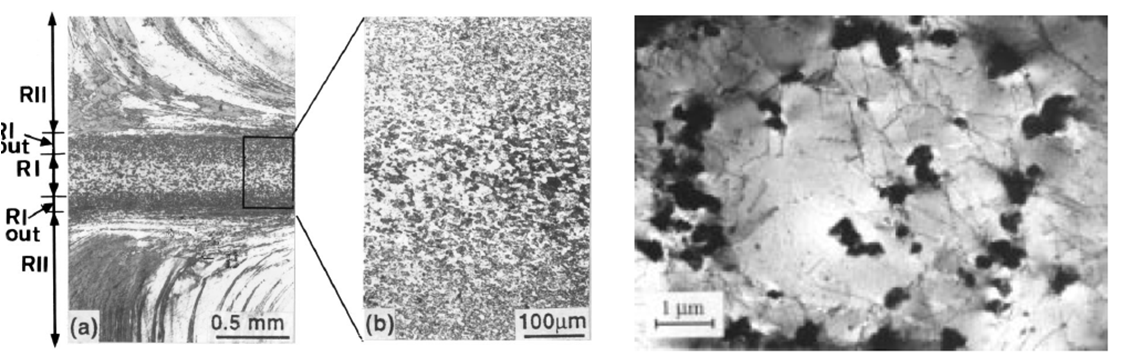
그림 11. 마찰접합으로 접합된 ODS 소재의 접합부 조직.
위와 같은 마찰접합 공정의 형상 제약을 해결하기 위한 방법으로 판재 형태의 접합에 적합한 마찰교반접합에 대한 연구가 최근 활발히 진행되고 있다. 마찰교반접합은 그림 12에서 보는 것과 같이 접합하고자 하는 두 모재에 접합 tool의 probe를 삽입한 후 고속으로 회전시켜 두 모재 사이의 강한 소성유동을 발생시켜 접합을 이루는 방법이다. 이 공정은 강화입자를 비교적 균일하게 유지할 수 있으며 판재 형태의 제품 접합에 유리하여 원전 구조물 제작에 적용하기 위한 큰 가능성을 나타내고 있다[J. Alloys Compd., 504S (2010) p.S460]. 그러나 아직까지 ODS 소재에 적용하기 위해서는 접합부의 조직복원과 ODS 소재의 접합에 적합한 tool의 개발이 필요한 상황이다.
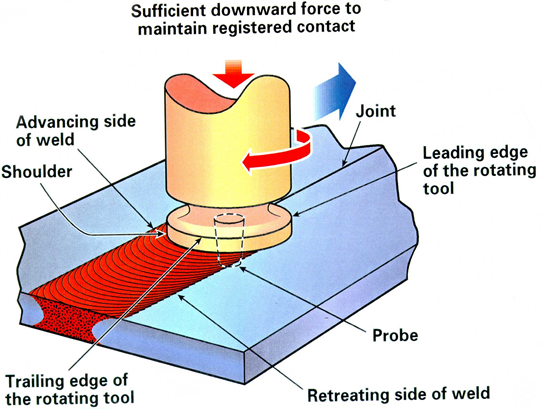
그림 12. 마찰교반접합 공정의 원리
ODS 소재의 접합을 위한 적용 가능성
위에서 살펴본 것과 같이 용융용접 공정은 모재의 용융으로 인한 모재의 원조직 파괴, 강화입자의 조대화 및 분균일 분포로 고온에서의 물성, 특히 강도 저하를 야기하고 있다. 따라서 모재의 용융이 발생하지 않는 고상접합에 대한 연구가 활발히 진행되고 있으며 이 중, TLP 접합과 마찰교반접합 공정이 각각, 확산접합과 마찰접합에서 발생하는 문제점들을 해결하거나 최소화할 수 있어 ODS 소재의 고상접합 공정으로 가장 큰 가능성을 나타내고 있다. 또한, 최근 핵융합 소재 등의 고신뢰성 접합 공정으로 널리 적용되고 있는 HIP (Hot isostatic pressing) 접합도 확산접합의 문제점을 해결할 수 있는 ODS 접합을 위한 후보 공정이 될 수 있다. 그러나 아직까지 접합부내 미세 산화물의 분포를 제어할 수 있는 방안이 없는 실정으로 ODS 소재에 대한 건전성이 확보된 접합 대책 확보가 시급한 상황이다.